- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

Proses pengeluaran kayak acuan bergilir
2023-01-06
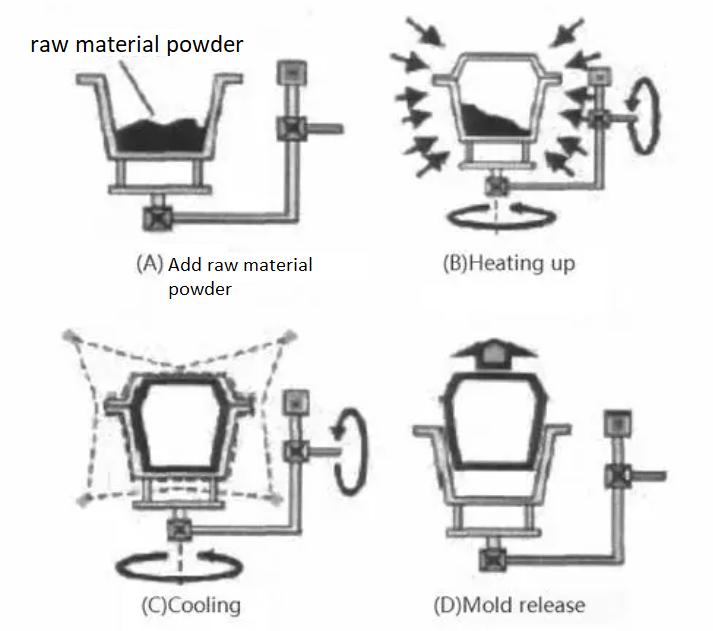
Proses asas pengacuan putaran adalah sangat mudah, iaitu serbuk atau polimer cecair diletakkan di dalam acuan, dipanaskan, dan diputar mengelilingi dua paksi menegak (putaran dan revolusi).
Memuatkan: Pemeteran yang ketat hendaklah dijalankan sebelum menambah bahan. Apabila bahan tambahan perlu ditambah, komponen yang berkaitan perlu dicampur terlebih dahulu. Timbang dengan tepat berat resin serbuk yang diperlukan untuk bahagian akhir, tambahkannya ke bahagian bawah acuan berasingan, dan kemudian pasangkan kedua-dua acuan separuh bersama-sama dan pasangkannya pada aci galas;
Penutupan acuan: Sebelum menutup acuan, beri perhatian untuk mengeluarkan bahan yang tinggal di tempat penutup acuan, dan pastikan kedua-dua permukaan perpisahan dimeterai rapat untuk mengelakkan kebocoran bahan semasa pemprosesan;
Pemanasan: Letakkan acuan yang diisi dengan bahan ke dalam relau pemanasan (atau gunakan sumber haba lain seperti api gas untuk memanaskan), suhu relau pemanasan ditetapkan di atas takat lebur resin, dan dua paksi utama dan tambahan berserenjang. antara satu sama lain diputar bersama dengan bingkai pada masa yang sama. . Semasa proses putaran, acuan dipanaskan pada suhu tertentu dan kemudian disimpan hangat. Bahan secara beransur-ansur cair di bawah putaran dan pemanasan, tenggelam pada keseluruhan dinding dalaman rongga acuan, dan secara beransur-ansur mengeluarkan gas yang terperangkap dalam bahan sehingga produk yang terbentuk dengan baik terbentuk.
Penyejukan dan pembentukan: Apabila resin cair sepenuhnya, acuan dipindahkan ke bilik penyejukan, dan disejukkan, di mana ia terus berputar sambil menyejukkan dengan pengudaraan paksa atau menyembur air.
Penyahbentukan dan pembersihan acuan: bekas hendaklah mengelakkan kerosakan pada produk semasa demolding, manakala yang kedua hendaklah membersihkan baki bahan dan peralatan pada acuan untuk bersedia untuk kitaran pengacuan seterusnya.

Memuatkan: Pemeteran yang ketat hendaklah dijalankan sebelum menambah bahan. Apabila bahan tambahan perlu ditambah, komponen yang berkaitan perlu dicampur terlebih dahulu. Timbang dengan tepat berat resin serbuk yang diperlukan untuk bahagian akhir, tambahkannya ke bahagian bawah acuan berasingan, dan kemudian pasangkan kedua-dua acuan separuh bersama-sama dan pasangkannya pada aci galas;
Penutupan acuan: Sebelum menutup acuan, beri perhatian untuk mengeluarkan bahan yang tinggal di tempat penutup acuan, dan pastikan kedua-dua permukaan perpisahan dimeterai rapat untuk mengelakkan kebocoran bahan semasa pemprosesan;
Pemanasan: Letakkan acuan yang diisi dengan bahan ke dalam relau pemanasan (atau gunakan sumber haba lain seperti api gas untuk memanaskan), suhu relau pemanasan ditetapkan di atas takat lebur resin, dan dua paksi utama dan tambahan berserenjang. antara satu sama lain diputar bersama dengan bingkai pada masa yang sama. . Semasa proses putaran, acuan dipanaskan pada suhu tertentu dan kemudian disimpan hangat. Bahan secara beransur-ansur cair di bawah putaran dan pemanasan, tenggelam pada keseluruhan dinding dalaman rongga acuan, dan secara beransur-ansur mengeluarkan gas yang terperangkap dalam bahan sehingga produk yang terbentuk dengan baik terbentuk.
Penyejukan dan pembentukan: Apabila resin cair sepenuhnya, acuan dipindahkan ke bilik penyejukan, dan disejukkan, di mana ia terus berputar sambil menyejukkan dengan pengudaraan paksa atau menyembur air.
Penyahbentukan dan pembersihan acuan: bekas hendaklah mengelakkan kerosakan pada produk semasa demolding, manakala yang kedua hendaklah membersihkan baki bahan dan peralatan pada acuan untuk bersedia untuk kitaran pengacuan seterusnya.
Proses pengacuan putaran telah menandakan kelebihan berbanding jenis proses lain. Jika dibandingkan dengan pengacuan tamparan dan pengacuan suntikan, rotomolding lebih mudah dan kos efektif menghasilkan bahagian yang berbeza saiz. Acuannya juga agak murah kerana ia tidak mempunyai teras dalaman untuk dibuat. Dan tanpa teras dalam, model lain boleh dibuat dengan hanya sedikit perubahan.
Sebelumnya:Bagaimana untuk berkayak dengan selamat?